アルミニウムのはんだ付けは、家庭では難しいプロセスです。複雑さは、アルミニウムの個々の部分を他の物質と接続することを困難にする金属の特性によるものです。はんだ付けの品質を確保するために特別に開発された技術に準拠してアルミニウムを接続する必要があります。重要なのは、アルミニウム製の部品をはんだ付けで接続するマスターの経験です。
コンテンツ
アルミニウムがうまくはんだ付けされない理由
多くの人が自宅でアルミニウムをはんだ付けしようとし、よく理解しています。はんだは部品の表面に付着したくないのです。これは、はんだ材料への密着性が低い金属上に安定した酸化皮膜が形成されるためです。家庭でアルミニウムをはんだ付けする方法は、保護フィルムとの戦いに還元されます。
鉱物学では、酸化アルミニウムはコランダムと呼ばれます。宝石である透明な結晶で構成されています。コランダムの色は不純物によって異なります。クロムは赤みがかった色合い、サファイアは青みがかった色になります。酸化皮膜は強度が高く、はんだ付けできません。表面から取り外してから、部品のはんだ付けを開始する必要があります。

酸化皮膜の除去方法
フィルムはいくつかの方法で金属表面から除去されますが、最も効果的なのは化学的および機械的です。どちらの方法でも、動作する酸素がない空気のない環境が必要です。
化学的方法は、電気分解によるビレットの表面への亜鉛または銅の堆積に基づいています。硫酸銅は、はんだ付けのために準備された場所に濃縮溶液の形で適用されます。バッテリーまたは他の電源のマイナス端子を\u200b\u200bmetalのきれいな場所に取り付けます。銅線の一方の端はプラス端子に接続され、もう一方の端はアルミニウム表面の溶液に下げられます。電気分解の結果、銅または亜鉛がアルミニウム上に薄層で堆積し、アルミニウムに強く付着します。これで、アルミニウムをスズではんだ付けできます。
酸化物を除去するために油膜が使用されます。この方法では、水分含有量の少ない合成油または変圧器油を使用することをお勧めします。他の種類のオイルは+150... + 200°Cの温度に保つ必要があり、水は蒸発します。高温になると、中身が飛び散り始めます。アルミ部分の表面に脱水油を塗布します。サンドペーパーでは、酸化物を除去するために、塗布された層の下でアルミニウムをこする必要があります。
エメリースキンは、メス、鋸歯状のはんだごての先端、またはヤスリでこすった爪から得られた鉄の削りくずに置き換えられます。チップを油に流し込み、はんだごての先端を表面にこすりつけ、酸化物層を剥がします。熱風ジェットで大部分を加熱することをお勧めします。はんだごてを使ったはんだを油滴に浸し、はんだ付け箇所をこすります。より良いはんだ付けプロセスのために、ロジンまたは他のフラックスが追加されます。
アルミニウム線をはんだ付けするために、アセチルサリチル酸またはオルトリン酸、ホウ酸またはナトリウム酸の塩をベースにしたフラックスが作成されています。ロジンはめったに使用されません、それはアルミニウムの場合には効果がありません。フラックスは、ワイヤーやポットなどのはんだ付けに使用されます。
アルミニウムろう付け用フラックス
フラックスは非常に活性が高いため、はんだ付け後、水とアルカリの溶液で洗い流す必要があります。アルカリの役割は重曹によってうまく機能します。アルカリ後、接合部をきれいな水で洗浄します。呼吸器は、それらに入るフラックス蒸気から保護する必要があります。それらは粘膜を刺激し、血流に入る可能性があります。それらの最も一般的なものは、個別に検討する必要があります。
ロジン
ロジンは、すべてのフラックスの中で最も人気があります。さまざまな金属を接合するときに使用されます。空気がない状態でのみアルミニウムに作用するため、ほとんど使用されません。ロジンの使用により多くの時間が費やされ、効率が低下します。このフラックスは専門家向けではなく、はんだ付けすることはできますが、接続の品質は耐久性がありません。
パウダーフラックス
アルミニウムは、粉末フラックスを使用してガスバーナーでろう付けされます。炎に酸素を加えることはお勧めできません。フラックスの効率が低下します。最も一般的なフラックス:
- F-34A;
- ホウ砂;
- アセチルサリチル酸;
- はんだ脂肪。

F-34Aは、50%の塩化カリウム、32%の塩化リチウム、10%のフッ化ナトリウム、および8%の塩化亜鉛を含む活性フラックスです。この組成物は、化学添加剤を含むはんだで使用されます。吸湿性があり、水に溶けます。
ホウ砂は700℃で溶け、水に溶け、クエン酸の水溶液で洗い流される粉末です。低コストが異なります。
アセチルサリチル酸はアスピリン錠の形で見られます。はんだごてで加熱すると、人の健康に有害な蒸気が放出され、鼻、目、呼吸器を火傷します。
はんだ脂肪は、パラフィン、塩化アンモニウム、亜鉛、脱イオン水で構成されています。錫メッキ手順を経た予熱された場所の良好なはんだ付け。アルミニウム部品をはんだ付けした後、フラックスの残留物を洗い流すことをお勧めします。そうしないと、金属の腐食を引き起こします。
液体フラックス
薄層のはんだ付け箇所に液体フラックスを塗布します。はんだごてを使用すると、燃焼する煙が放出されてすぐに蒸発します。フラックスF-64には、フッ化物、テトラエチルアンモニウム、腐食防止剤、イオン水が含まれています。それは酸化膜をよく破壊し、大きなアルミニウムワークピースをはんだ付けするのに役立ちます。銅、アルミニウム、亜鉛メッキ鉄、その他の金属をはんだ付けするときに使用されます。
F-61は、トリエタノールアミン、フルオロホウ酸アンモニウム、フルオロホウ酸亜鉛で構成されています。 250°Cまでの温度でアルミニウム合金を錫メッキおよびはんだ付けするために使用されます。 Castolin Alutin 51 Lは、カドミウム、鉛、32%のスズで構成されています。 160°Cを超える温度で最も効果的に機能します。
記載されているフラックスはいずれも、アルミニウムパン、さまざまなサイズのアルミニウムブランクをはんだ付けし、ジュラルミン、ジュラルミン(ジュラルミン)ブランクをはんだ付けするのに役立ちます。
アルミはんだ付け用はんだ
アルミニウムをはんだ付けするためのはんだは、亜鉛またはアルミニウムをベースに作られています。添加剤を導入して、融点を下げ、強度を上げるなど、さまざまな特性を実現しています。それらはアメリカ、ドイツ、フランス、ロシアで生産されています。それらのいくつかを考えてみましょう。
アルミニウム用の一般的で広く宣伝されているはんだはHTS2000です。これは、米国の会社によって製造されています。実践はその脆弱性を証明しています。はんだ付けされた部品は空気と湿気を通過させます。フラックスなしでは使用できません。
亜鉛(97%)とアルミニウム(2%)をベースにしたカストリン192FBKはフランスで生産されています。 Castolinは、280°Cで銅とアルミニウムをろう付けするために設計された1827およびAluFlam-190はんだを製造しています。

Castolin 192FBKは、コアにフラックスを含むはんだチューブです。それは棒の形で生産され、そのうちの100gは100-150ルーブルの費用がかかります。小さな穴やひび割れをよくはんだ付けします。
Chemet Aluminium 13は、640°C以上で部品を溶接するときに使用されるはんだです。アルミニウム(87%)とシリコン(13%)をベースにしています。はんだの溶融温度は約600℃です。それは棒の形で生産され、100gあたり25個あります。 100gは500ルーブルかかります。 Chemet Aluminium 13-UFと呼ばれる品種は中空構造で、コアにフラックスが含まれています。重さ100gの12本のバーのコストは700ルーブルです。
アルミはんだは国内企業でも生産されています。ガスバーナーによるはんだ付けには、ブランド34Aの組成が使用されます。それは525°Cの温度で溶けます、はんだ付けされた合金AMts、AM3M、AMg2よく。 100gは700ルーブルかかります。
グレードAは、60%の亜鉛、36%のスズ、2%の銅で構成されています。 425°Cで溶ける。 145gのロッドで製造されています。1本のロッドのコストは400ルーブルです。
SUPER A +はノボシビルスクで生産されており、HTS-2000のアナログです。 SUPERFAブランドのガムボイルと合わせて塗布します。 800ルーブルかかります。 100gの場合。溶融状態では粘性が高くなりますので、鋼製の工具を使用して平らにする必要があります。
芯線
アルミ部品の溶接にはフラックス線を使用しており、はんだ付けには適していません。フラックス入りワイヤーを使用したガストーチによるアルミニウムの溶接は行われていません。電気機械で部品を溶接する方が良いです。
どのはんだごてが適していますか
何をはんだ付けするか、これにはどのツールが必要か-それはすべてはんだ付け領域によって異なります。アルミニウムと銅は熱をよく伝導するので、強力なはんだごてが必要です。 1000cm²の部分面積で、はんだごての電力は50〜60ワットです。多くの場合、2つ以上の部品がはんだ付けされます。その場合、電力は100ワットに増加します。接合部を加熱する場合は、低電力のはんだごてが適しています。刺し傷は幅広に選択されており、酸化アルミニウム膜を除去するために切り込みを入れることができます。
アルミをはんだごてではんだ付けする方法を考える必要があります。これは、酸化膜を除去して錫メッキした後、十分に加熱されたツールを使用して行われます。はんだは錫メッキされた(特殊なはんだを使用して錫メッキされた)領域によく付着し、任意のはんだごてが適しています
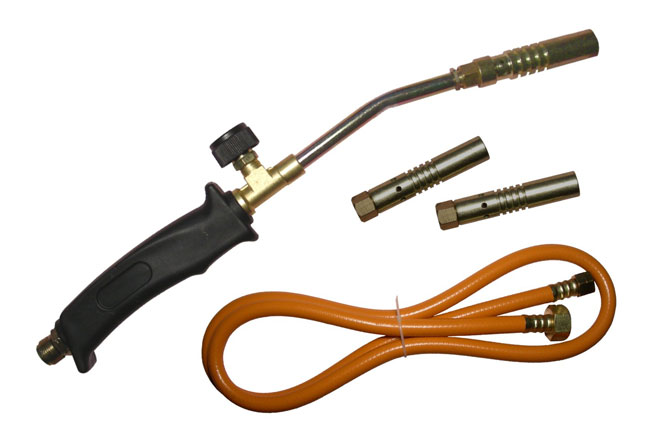
アルミろう付けトーチ
あなたはガストーチではんだ付けする方法を知る必要があります。部品の面積が大きく、はんだごての力が足りない場合は、バーナーを使用してください。ガスバーナーでアルミニウムをはんだ付けすることは大きな可能性を秘めているので、ガスを使用することをお勧めします。バーナーは、部品の接合部をほぼアルミニウムの溶融温度まで急速に加熱します。接続部にはんだ付きフラックスを塗布し、はんだごての先端で平らにして硬化させます。接合部は、はんだ付け酸またはその他のフラックスの残留物から洗い流す必要があります。
バーナーを使用する場合は、防火規則を遵守する必要があります。近くに可燃性の液体や物質があってはなりません。
どちらが良いか-溶接またははんだ付け
この質問に対する答えは異なる場合があります。いずれかの方法の使用は、接続後の部品の使用に依存します。車のラジエーターをはんだ付けすることをお勧めします。この方法は安価で信頼性があります。ミルクフラスコやその他の食品保存容器は、溶接するのが最適です。溶接シームは、特に大きなサイズでより耐久性があります。多くの場合、アルミニウム合金製の部品を溶接する必要があります。シルミン溶接は、接着剤の使用を除けば、実際に接続する唯一の方法です。
溶接とはんだ付けでは、必要に応じて、かなりのお金を稼ぐことができます。冷蔵庫にアルミ管をはんだ付けする方法や自転車のフレームを修理する方法についての質問が頻繁に出てきます。ワークショップでは、作業に費用がかかります。パイプのはんだ付け-1000ルーブル。もっと。はんだ付けで電線を接続する場合、15ルーブルかかります。それぞれのために。はんだを使用したアルミニウム合金製の自転車フレームの修理には、500ルーブルの費用がかかります。鍋の修理には100ルーブルかかります。これらの金額に、ワークショップへの製品の配送と返送にかかる時間と費用を追加する必要があります。
このお金を節約するには、自分ではんだ付けする方法を学ぶ必要があります。これを行うには、700〜1000ルーブルの缶の形でガスバーナーを購入する必要があります。とはんだ付けします。あなたは古い車のラジエーターで表面処理と縫合を学ぶことができます。
同様の記事: